
≪ASC (アズマ ソーイング コネクション) メールマガジン≫ 第43号 (第一部)
今回は、弊社で開催いたしました技術交流会「ミシンメンテナンス」と稲荷田先生の「よろず相談」をご紹介いたします。
2020年2月18日(火)にオフライン・弊社内(東京台東区)へ集まって頂き、〃 3月11日(水)にオンラインでサンヨーソーイング様青森と東京をビデオ通話でつなぎ実施いたしました。
弊社では新たに「アズマ・ソーイング・サービス・ディビジョン」を設けました。
同部門のテクニカルアドバイザーとして有限会社手嶋ミシン商会社長 手嶋一夫氏が兼務のうえ遂行いたします。
まずは、オフライン 弊社内(東京)で行った交流会の内容をご案内いたします。
手嶋氏から「縫製現場の生産性を支える設備メンテナンス」オーバーロック編、稲荷田先生からはアイロンを使用者の観点で作業軽減になる提案「サーフアイロンの使用例」や意見交換をいたしました。
縫製現場で使用されるミシンで本縫いに次いで多く使用されるオーバーロックミシン。
縫い機構がやや複雑であるため、メンテナンスに苦手意識をお持ちの皆さまのおおいことでしょう。
本交流会で構造を理解することで、普段の予防メンテナンスや補修時にお役にたたればと思います。
○オーバーロックミシンの縫い機構の特徴
針、ルーパーの糸の受け渡しのタイミングは、3回ある。
1.針糸を左(下)ルーパーが掬(すく)う。
2.左(下)ルーパーを右(上)ルーパーが掬う。
3.右(上)ルーパー糸を針が掬う。
○針、ルーパーの基準位置を知る。
メーカー、機種毎の設定値を把握する。
1.針が最上位置での先端と針板上面までの寸法。(針の高さ)
2.左(下)ルーパーが最も左位置での針までの寸法。(左ルーパー引き量)
3.右(上)ルーパー糸を針が掬う。
手嶋氏の説明と視聴風景
ワンポイント アドバイス その1
整備前には、針の曲がり、針先のつぶれ、各ルーパー先のつぶれがないか、確認を。針板の針穴周辺、爪の傷は、要チェック。針受けの摩耗傷にも注意してください。
○糸調子の調整方法
1.目的別に糸調子を知る。裁ち目かがり、地縫い、裾引きでは、調子が違う。
2.調子合わせは、足し算、引き算。なるべく弱いテンションでバランスをとることを心がける。
3.天びん位置を変更は、変更前の位置を覚えてから動かすと、どんな変化をするか考える。
4.かがり巾は、針板の爪形状(巾)で決まる。メス位置を変えるだけではダメ。
○メスのメンテナンスを覚えましょう。切れ味が悪ければ、最悪の縫い上がりになります。
1.オーバーロックミシンのメス機構を知る。上メス、下メスの材質、再研磨方法は?
2.メスの取り付け、取り外しを正しく覚えよう。

ワンポイント アドバイス その2
 ○工場でできるオーバーロックミシンのメンテナンス
○工場でできるオーバーロックミシンのメンテナンス
1.オーバーロックミシンは、工場で一番汚れるミシン。
2.製品を油汚れから守るには、日頃の掃除、管理が大切。
3.オイル交換は、いつ行いましたか?シリコン給油機ってなに?
続いて、稲荷田先生から使用者の観点で作業軽減になるように開発されたサーフアイロンの使用例をデモンストレーションして頂きました。
多くの方がスチームをバキュームかけながらアイロンセットをしていますが、サーフアイロンで乾熱とスチームの二段階セットされたものと、両方の生地を触ってもらい、その上がり具合、柔らかさを実感されました。
アイロンが軽いものは、押し気味にアイロンをかけるためアタリが出やすくなること、疲れることと、比較してサーフアイロン 1.5kgの重さは熱可塑性を利用しているため、その形状による滑らかさと相まって楽にセットすることができ、アタリが出にくくなります。
実際に、ある工場ではアタリをよくだすパートの方に対して、素材によって圧力の注意の仕方などをその都度行っていたものが、サーフアイロンでは素材によって注意を促さななくてもアタリがでなかったので助かったということがありました。
アイロンの重要性は、他の機械と比べて技能者がいかに服のフォルム(人体・シルエット・服の特性)を頭に浮かべて作業をするか?を唱えられました
次に
オンライン リアルタイム・ビデオ通話による ASC(アズマ・ソーイング・コネクション) よろず相談編の事例をご案内いたします。
青森のサンヨーソーイングさんと東京の弊社縫製研究室をインターネット・スカイプを利用接続して、お互いの顔や動作の様子を見ながら技術交流を行いました。


○ 縫製工場さんからの質問 1.
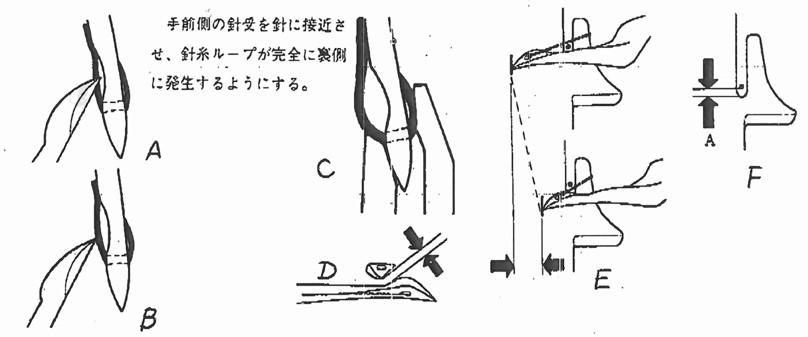
”鳥の巣”を防止したい。
アドバイザー・手嶋の答え
糸切り後の上糸を保持し、縫い始めの裏側への縫込みを完璧に防げば、”鳥の巣”は、下糸の縫い目にならなかった部分のみになるでしょう。
このことは、”鳥の巣”防止ではなく軽減と理解し、後の糸摘み作業の手間をゼロにできるかの判断に委ねるしかありません。
ステッチルーラーの取り付けに関しては、取り付けが後ろタイプであれば可能かもしれません。
それが無理であれば、押さえ棒に抱かせる取り付け部品を製作して、そこからポールを出す工夫が有効と思います。
○ 質問 2.
厚手素材で返し縫をすると針折れしやすい
答え
モーターが比較的最近の機種であれば、自動返し設定のソレノイド通電タイミングの調整で改善されるかもしれません。
タッチバックスイッチでは、5570の場合だめです。ブラザーの場合は、メカ式の送りのミシンでもS-7200以降針折れ防止機能があります。
S-7300は、電子送り式なので更に良い結果が得られるとの回答がありました。
JUKIの場合、DDL-9000Cから電子送りになって改善されているはずと思いますが、特許の関係か公にはしていません。
○ 質問 3.
衿先など
答え
この条件では、送り歯は、左の1列しか生地に接していないので、送り条件は非常に悪いと思われます。
送り歯の喰い付きを良くするために、ピッチの違う部品を試すのもありかも。
また急カーブをきれば、押さえ裏の逃げ溝に糸が入らず、押さえられてしまい糸締りの悪化を招くかもしれません。
○ 質問 4.
太番手と細番手で
答え
調子皿で糸を挿んで糸張力を得ているので、当然の結果です。
DDL-9000Cのように張力を記憶できれば、糸番手を変更した時、パネル操作で呼び出して適正な糸調子をだせると思います。
○ 質問 5.
厚物生地の縫い始め
答え
普通の自由押さえで生地の端から縫い始めると、押さえ圧力は後ろに掛かるため、ソリは前上がりになって送り歯の一部しか作用せず、進みが悪くなります。
対策は、枕を挟む(同じ厚さの生地を後ろに挟む)か、ソリの可動しない固定押さえを使用します。(固定押さえのデメリットを理解の上、使用してください。)
○ 質問 6.
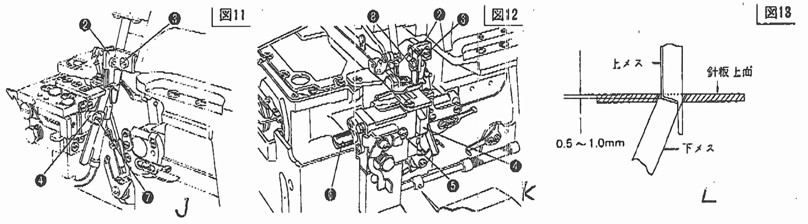
糸切り後の糸残り
答え
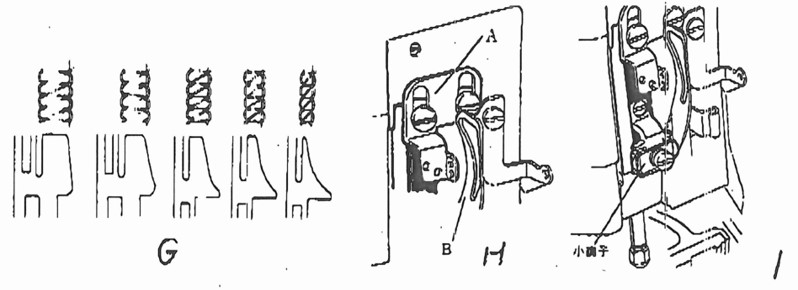
糸切り動作時、糸調子皿は 0.5~1.0mm開いています。(瞬間なので注意して確認してください。)
糸調子器全体を奥へ入れると、開き量は増えます。それでも増えなければ、ワイヤーの調整、緩めピンの点検をしてください。
糸調子バネの圧力の掛かり具合によっては、取り付けを180度変えると、皿の開き方が変化して改善することがあります。
調子皿が開いて小調子のみの弱い張力になるので、糸掛け、糸道の傷などで、糸に余計な力が作用して、不具合を招くこともありますので確認をしてください。


○ 質問 7.
日々のメンテナンス・チェック
答え
オイルの点検は行っていることと思いますが、ミシンの給油機構を理解することが大切と思います。
JUKI製ミシンでは、オイルが循環する最低回転数は1200spmです。
短い縫いや小さなパーツなどではオイルが十分に行き渡らない状態での使用条件になるために時々高速で長い距離を縫ってください。
点検個所でもう一つ、糸道のチェックも忘れないでください。
糸通しの目視確認ではなく、調子皿の中、天秤穴、糸掛け、糸取りバネの傷、摩耗、糸染料(ワックス)の付着に注意が必要です。
糸道磨きを行うのも有効です。太めの糸(タコ糸)に磨き剤(ピカール)を塗って乾燥させた磨き紐を創って使用すると、糸の流れが改善されます。針板穴、押さえ裏の逃げ溝の磨きにも利用できます。
続いて、稲荷田先生と意見交換を行いました。
”パイピングをきれいに縫いたい”このことに対して、生地のバイアス特性、右と左の違いを実演されました。
またバイアスは伸ばすだけではなく、”縮める”ことができることでき、それらを組み合わせて、きれいなパイピング縫製などに応用されます。


サーフアイロンを使用して、”クセトリ”が従来アイロンより楽にできることを実演されました。

よろず相談は、毎日ASCで受け付けをメールやお電話でしております。
また稲荷田先生が毎月4回、ASCにお見えになって研究をしていらっしゃいます。お気軽にお越しいただき相談ください。(ご来社ご希望の方は事前に予定をご連絡ください.)